 С 2018 года мы поставляем окна в Германию
С 2018 года мы поставляем окна в ГерманиюКлееный оконный брус
Производство деревянных окон со стеклопакетом начинается с производства оконного бруса. На производстве современных евроокон используется трехслойный брус сечением 84 мм х 86 мм. Наружные слои оконного бруса должны иметь радиальный распил. При этом производитель не допускает наличия сучков и синевы. Нормативная влажность бруса должна составлять 8-12 процентов.
Компания Зенит начинает производство с того, что на производство поступает готовый оконный брус с лесозаготовительных предприятий Сибири. Лиственница к нам приходит из Забайкалья, дуб - Краснодар и Дальний Восток. При этом осуществляется приемка по порокам древесины и влажности. Из-за того что компания-производитель Зенит работает с несколькими постоянными поставщиками они знают наши высокие требования к качеству бруса. При производстве нецельноламельных окон используется древесина класса В, которая приходит на завод в 6 метровых брусах. Если заказчик заказывает окна из цельноламельной древесины (класс АЕ), то заготовки приходят напиленные в размер с небольшим запасом на обработку. Размеры бруса при этом задаются специальной программой.
Операция торцовки
Первая операция при производстве деревянных окон со стеклопакетами - это операция торцевания (нарезки) бруса на оптимизаторе. В нашем случае это осуществляется на чешском станке STORI MANTEL. Оптимизатором станок называется, потому что в него заложена программа по оптимизации раскроя бруса с целью увеличить выход полезной продукции. Точность раскроя бруса составляет 0.3 мм.
Строгание

После этого раскроенные бруски попадают в четырехсторонний строгальный станок NORTEC, в котором идет строгание заготовки с одновременным отрезанием штапика. Точность на этой операции составляет 0.1 мм. Все строгальные фрезы на этом станке затачиваются каждый день, что позволяет получить производителю очень гладкую поверхность и кардинально уменьшить время необходимое для последующей шлифовки окна.
Профилирование
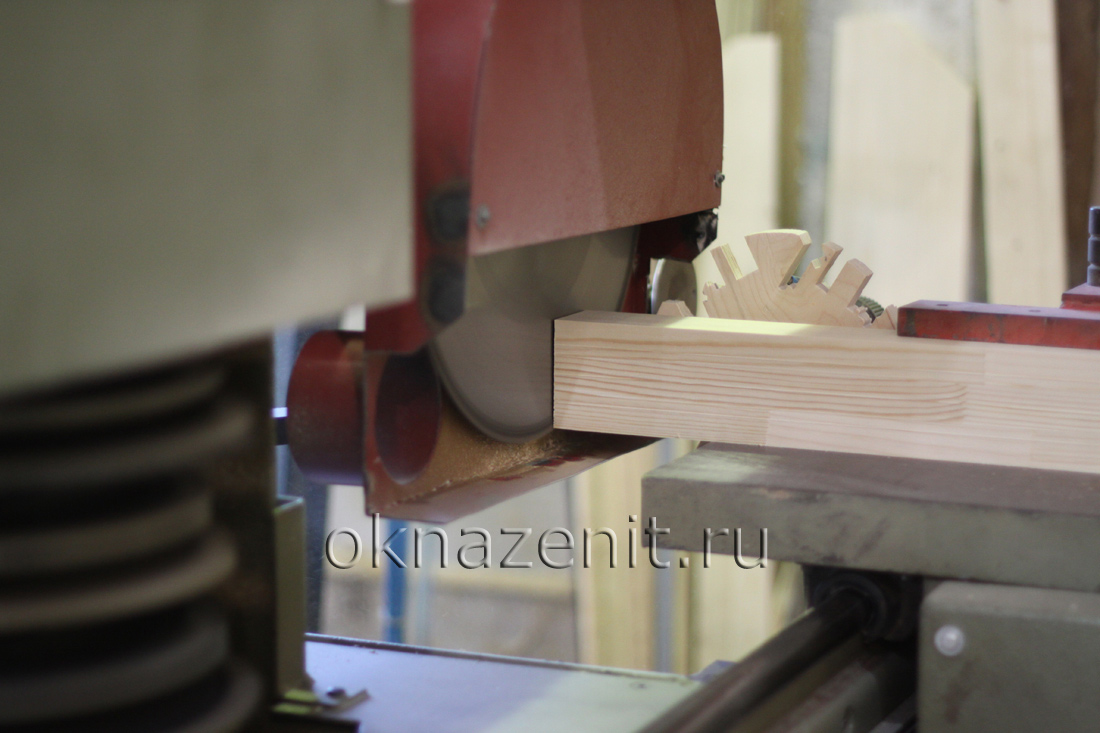
Затем нарезанные и строганные заготовки попадают в оконный центр STETON, в котором происходит нарезка шипов и проушин в детали будущего окна из дерева по торцам изделия с одновременным профилированием (рама, створка и т.д.). Станок снабжен системой ЧПУ и поэтому его переналадка занимает считанные секунды и происходит в автоматическом режиме.
Склейка

На готовые для сборки детали изделия наносится клей, и в специальном прессе (вайме) 4 детали склеиваются образуя будущую раму или створку. Клей используется исключительно немецкий - Kleiberit. После склейки клею дают время на полимеризацию. (обычно с окном продолжают работать уже на следующий день)
Профилирование по наружной части изделия

Следующая операция - склеенные изделия поступают на немецкий оконный центр GUBISCH на котором происходит обгонка рам и створок по периметру. Из-за того что станки многотонные, вибрации на таких станках сведены к минимуму, что позволяет производителю получить исключительное качество продукции. Все станки автоматизированы и смена инструмента происходит по программе или нажатием одной кнопки. После этого если окно имеет две или три створки в него вставляется импост. А в створке высверливаются отверстия для оконной ручки или многозапорного замка (если речь идет о входной двери).
Антисептирование.
Нанесение первого слоя покрытия, называется - антисептированием. Все рамы и створки опускаются в ванну с антисептиком SIKKENS, который проникает в дерево на глубину 5 мм. Антисептирование решает сразу несколько задач:
- Защита окна от гниения и вредных микроорганизмов;
- Порозаполнение для большей равномерности цвета при грунтовании;
- Поднятие ворса и его стабилизацию для облегчения последующей шлифовки.
Шлифование.

После высыхания рамы и створки шлифуются с целью устранения всех шероховатостей с помощью шлифовальных машин и передаются на участок грунтования
Грунтование.
При грунтовании изделия приобретают необходимый цвет и оттенок любой на выбор заказчика. Материалы немецкой фирмы Sikkens, являющейся законодателем качества в Европе, по праву считаются лучшими в этой отрасли. Грунт наносится двумя способами: ручным с помощью кисти и распылением при помощи итальянского оборудования Graco.
Грунт дополнительно заполняет поры древесины и придает изделию 70% необходимого цвета. Остальные 30% цвета на изделие наносится в покрасочной камере. На стадии грунтования на уже подсохшие рамы и створки на все V-образные швы, образованные соединением вертикальных и горизонтальных деталей, наносится специальный акриловый бесцветный герметик, обеспечивающий защиту этих узлов от проникновения влаги в торцевые части деталей.
Покраска.

Просохшие рамы и створки воздушным путем по специальным направляющим рельсам подаются в покрасочную камеру. Применяемые производителем лаки и краски концерна Sikkens с оборудованием фирмы Graco выдают блестящие результаты. Окрашивание производиться в три этапа:
- 1 этап. Нанесение первого слоя покрытия толщиной 150 микрон. Растекание, сушка.
- 2 этап. Промежуточная шлифовка поднявшегося ворса.
- 3 этап. Нанесение второго, окончательного слоя покрытия толщиной 150 микрон. Растекание, сушка.
При каждом нанесении лака (краски) изделие получает дополнительные 15% цвета. Эта технология позволяет производителю более равномерно распределять цвета и оттенки и обеспечивает идеальное совпадение цветов на изделии и выбранном заказчиком образце.
Следует добавить, что на окна изготавливаемых из лиственницы и дуба в первую очередь наносится дополнительный слой материала, препятствующего выделению древесиной этих пород сахаристых и дубильных веществ.
Остекление и установка фурнитуры.
Применяемая производителем фурнитура немецкого бренда Roto не нуждается в каких-либо комментариях. Диапазон производимых этой компанией механизмов для дверей и окон обширен и используется каждым уважающим себя производителем.
После установки фурнитуры следует процесс установки стеклопакетов.

На посадочное место по периметру створки наклеивается полоса микропористой резины призванной защитить стекло от соприкосновения с основанием и нивелировать мелкие неровности. После укладки стеклопакет центруется дистанционными пластинами и фиксируется деревянными штапиками необходимой длины, запиленными под углом в 45 градусов. С помощью пневматического пистолета штапики прибиваются гвоздями, шляпки которых топятся в пазу, который в свою очередь заполняется силиконовым герметиком необходимого цвета. Герметик наносится с двух сторон створки и формуется специальным шпателем таким образом, чтобы попадаемые на стекло капли воды сливались со створки не задерживаясь.
Готовая створка навешивается на петли рамы и регулируется. На этом же участке производителем по желанию заказчика производится установка алюминиевых накладок на наружную часть окна.
Доставка.
Доставка деревянных окон от производителя осуществляется транспортом компании со специально подготовленными крепежными элементами.





